在不锈钢焊管的询价订单中经常会看到“Ej=1.0”或者“Ej=0.85”等字样,他们代表了什么意思呢?查阅资料简单总结了一下。
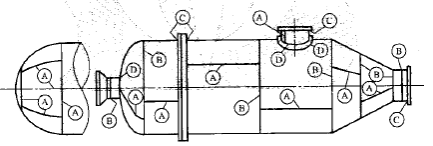
Ej就是我们常说的“焊接接头系数”,也经常被简称为焊缝系数。其实焊接接头系数是压力容器类产品里的一个概念。在典型的压力容器中,一般会根据位置将焊接接头分为A、B、C、D四类,简化一下来讲,A代表管壳和封头上的纵向焊缝,B代表壳体的环形对接焊缝,C代表与法兰连接的环形对接焊缝,D代表接管与管壳间的焊缝。典型示意图如下:
焊接接头的分类标准和说明在《压力容器》GB150.1-2011的4.5.1条款中有详细叙述,4.5.2条款就是对焊接接头系数的规定,其中第一句就明确指出“焊接接头系数应该根据对接接头的焊缝形式及无损检测长度比例确定。”从这句话里我们可以get到“对接接头的焊缝形式及无损检测长度比例”决定了“焊接接头系数”,这是一个非常重要的逻辑关系。再来看看ASME对焊接接头系数是如何规定的,在第8卷第一部分《ASME Ⅷ.1-2019 Rules for Construction of Pressure Vessels _Division 1》的UW-12的开篇也提到“a joint efficiency depends only on the type of joint and on the extent of examination of the joint and does not depend on the extent of examination of any other joint.”在这里提到 joint efficiency只跟接头的检测程度有关(这俩词应该就是Ej的出处),这个逻辑跟GB150.1的规定是一致的。

我以一个焊接人的角度来谈一谈对这个逻辑的理解。焊接接头在结构中起到的作用主要是由其位置决定的,不同位置处的焊缝受力状态各有不同,所以位置成为考虑焊接接头作用的首要因素。焊接接头能否起到应有的作用则是用焊接接头的质量决定的,而焊接质量实现的过程当中会受到“工艺实现难度”这样的先天性因素影响,同时还需要考虑“质量指标与经济指标相矛盾”的后天因素,当然这所有的一切都是以安全性为底线。所以在结构设计时,采用不同的焊接接头系数是综合和权衡各种因素的共同结果,它具有很重大的现实意义。

另外,尽管从形式上来看,不同的焊接接头系数对应着不同的检测比例,但从根本上将是对应这不同的质量水平,因为一般来讲100%比例的无损检测的焊缝的合格等级是II级,而20%比例的无损检测的焊缝的合格等级是III级,合格级别的不同,允许的缺欠的尺寸和数量也不同。
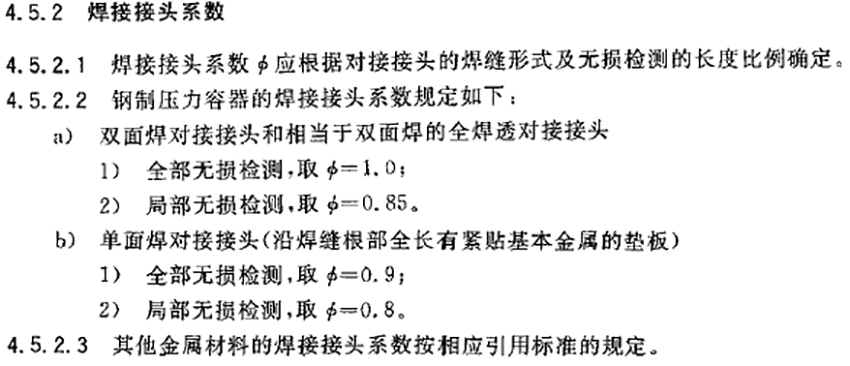
还需要补充一点,不同的焊接接头系数对应的焊接接头类型也不一样,生产工艺也会受到影响。比如Ej=1.0对应的是100%探伤的全熔透对接接头,Ej=0.8对应的是20%探伤的全熔透对接接头,Ej=0.9则对应着100%探伤的有紧贴垫板的焊缝,这个细节也很重要。
从焊管角度来讲,当我们的订单中出现Ej=1.0时,就意味着我们的大规格的产品有可能应用到压力容器的管壳上,所以这个时候我们从控制风险的角度考虑的话就需要提高重视程度。
附GB150.1中关于焊接系数的规定



 13573388823
13573388823




